
T Slot Indexable Milling Cutters Class A High Speed With Coating
Brand Name:AOJIA
Minimum Order Quantity:negotiation
Delivery Time:within 10 working days
Payment Terms:L/C
Place of Origin:CHINA
material:carbide
Contact Now
Add to Cart
Site Member
Location:
Zhuzhou Hunan China
Address:
Jinshan Industrial Park, Hetang District, Zhuzhou City, Hunan Province, China
Supplier`s last login times:
within 14 hours
Product Details
Company Profile
Product Details
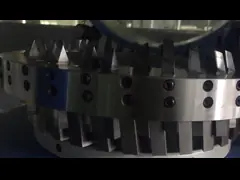
High Speed Indexable Transformer T-Slot Cutter With Coating
| Coating type | color | hardness | thickness | CIF | highest temperature | |
| TiN | GOLDEN YELLOW | 2400 | 1~7 | 0.35 | 600 | |
| TiCN | BLUISH-GREY | 3700 | 1~4 | 0.2 | 400 | |
| TiCN-MP | RED-COPPER | 3200 | 1~4 | 0.2 | 400 | |
| TiALN | PURPLISH-RED | 3300 | 1~4 | 0.4 | 800 | |
| CrN | SLIVER | 1800 | 1~7 | 0.3 | 700 | |
| ACO | DARK GREY | 4400 | 1~4 | 0.3 | 1100 | |
| TiCrN | SLIVER/GOLD | 3000 | 1~7 | 0.4 | 600 | |
| XT | GREY-BLACK | 4100 | 0.5~6 | 0.25 | 1100 | |
| DLC | GREY-BLACK | 2000 | 1~3 | 0.1 | 400 | |
| MDT | ROSE-PURPLE | 4000 | 1~4 | 0.25 | 800 | |
Processing quality
(1) When the tooth profile accuracy of gear shaping is higher than
that of gear hobbing, the number of tangents forming the profile
envelope is only related to the number of hob flutes and the number
of basic worm heads. It cannot be changed by changing the
processing conditions. Increase or decrease; however, when gear
shaping, the number of tangents forming the tooth envelope is
determined by the size of the circular feed, and can be selected.
In addition, when manufacturing the gear hob, a worm with a similar
shape is used to replace the involute basic worm, which has a shape
error. The tooth shape of the gear shaper is relatively simple, and
the precise involute tooth shape can be obtained by high-precision
grinding. Therefore, gear shaping can obtain higher tooth profile
accuracy. (2) The roughness of the tooth surface after gear shaping
is thinner than that of gear hobbing. This is because the hob makes
intermittent cutting in the tooth direction during gear hobbing;
while the cutting along the tooth direction is continuous during
gear shaping. Therefore, the roughness of the tooth surface is
relatively fine when the tooth is shaped. (3) The movement accuracy
of gear shaping is worse than that of gear hobbing. This is because
the transmission chain of the gear shaping machine has one more
tool worm gear pair than the gear hobbing machine, that is, there
is a part of the transmission error. In addition, one tooth of the
gear shaper cutter corresponds to one tooth slot of the workpiece,
so the cumulative error of the circumference of the gear shaper
itself will inevitably be reflected on the workpiece. When hobbing,
because each tooth slot of the workpiece is machined by the same 2
to 3 circles of teeth of the hob, the cumulative error of the tooth
pitch of the hob does not affect the pitch accuracy of the
processed gear. The motion accuracy is higher than gear shaping.
(4) The tooth orientation error of gear shaping is larger than that
of gear hobbing. The tooth orientation error during gear shaping is
mainly determined by the parallelism error between the rotation
axis of the main shaft of the gear shaping machine and the rotation
axis of the table. Due to the high frequency of reciprocating
motion of the gear shaping cutter during operation, the wear
between the main shaft and the sleeve is large, so the tooth
orientation error of the gear shaping is larger than that of the
gear hobbing. Therefore, in terms of machining accuracy, gears that
do not require high motion accuracy can directly use gear shaping
to finish the tooth shape, while for gears that require higher
motion accuracy and pre-shaving gears (shaving teeth cannot improve
the motion accuracy), It is more advantageous to use hobbing.


T Slot Indexable Milling Cutters Class A High Speed With Coating
Inquiry Cart
0