Add to Cart
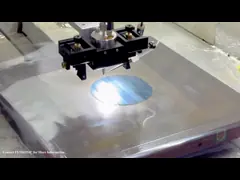
2000w Ultrasonic Standard Plastic Welding Machine for Paste Raw
Material Cosmetic PVC Parts
Description:
Ultrasonic welding is a local rapid heating and cooling process.
The welding zone cannot be freely expanded and contracted due to
the restraint of the surrounding workpiece body. After cooling,
welding stress and deformation occur in the weldment. Important
products need to eliminate welding stress after welding and correct
welding deformation. Modern welding techniques have been able to
weld welds with no internal or external defects and mechanical
properties equal to or even higher than the welded joints. The
mutual position of the welded body in space is called the welded
joint, and the strength of the joint is affected by the quality of
the weld, and also related to its geometry, size, stress and
working conditions. The basic form of the joint has docking, lap
joint, T-joint (orthogonal joint) and corner joints.
Ultrasonic plastic welding machine requirements for welding
workpiece materials: Ultrasonic plastic welding machine has
requirements for the material to be welded. Not all materials can
be welded. Some people think that any material can be welded. This
understanding is wrong. Different materials can be welded directly,
some are basic phase fusion, and some are not phase fusion. The
melting point between the same material is the same, and the
principle is that it can be welded, but when the melting point of
the workpiece to be welded is greater than 350 ° C, it is not
suitable for ultrasonic welding. Because the ultrasonic is
instantaneously melting the workpiece molecules, the judgment is
based on within 3 seconds, and the welding cannot be performed
well.
The selection of the output power of the ultrasonic plastic welding
machine: the size of the ultrasonic output power is determined by
the diameter and thickness of the piezoelectric ceramic piece, the
material and the design process. Once the transducer is shaped, the
maximum power is also fixed. Measuring the amount of output energy
is a complicated process. The larger the transducer, the more power
the circuit uses and the higher the output energy. It requires a
fairly complex amplitude meter to accurately measure its amplitude.
Specifications:
| Item No | DS300-B2000W |
| Power | 2000W |
| Generator | Digital generator |
| Frequency | 20KHZ |
| Voltage | 220V or 110V |
| welding head | Aluminum |
| Gross weight | 150Kg |
Parameters:
| Frequency | Power | Working Distance | Input Voltage | Air pressure | Language |
| 15Khz | 2500w/3000w/ | 75mm/100mm | 220VAC | 0.2-0.8Mpa | English/ |
| 20Khz | 2000w/3000w | 75mm | 220VAC | 0.2-0.8Mpa | English/ |
| 30Khz | 1200w | 75mm | 220VAC | 0.2-0.8Mpa | English/ |
| 35Khz | 1200w | 75mm | 220VAC | 0.2-0.8Mpa | English/ |
| 40Khz | 800w | 75mm | 220VAC | 0.2-0.8Mpa | English/ |
Influence of plastic parts on ultrasonic welding:
1. Ultrasonic waves propagate in plastic parts. Plastic parts
absorb or attenuate ultrasonic energy more or less, which has
certain influence on ultrasonic processing effect. Plastics
generally have amorphous materials, hard rubber and soft according
to hardness. The difference between the glue and the modulus is, in
general, the high-hardness, low-melting plastic ultrasonic
processing performance is superior to the low-hardness,
high-melting plastic. Therefore, this involves the near-far problem
of ultrasonic machining distance.
2. The influence of the processing conditions of plastic parts on
ultrasonic welding, the different processing forms of plastic parts
through injection molding, extrusion or blow molding, and different
processing conditions will form factors that have certain influence
on ultrasonic welding.
A. Humidity Defect: Humidity defects are generally formed during
the process of making streaks or loose plastic parts. Humidity
defects attenuate energy during welding, so that the sealing
position seeps and lengthens the welding time. Therefore, the
plastic parts with high humidity should be made before welding.
Drying treatment. Such as polyoxymethylene.
B. The influence of the injection molding process: The adjustment
of the parameters of the injection molding process will lead to the
following defects: 1 dimensional change (shrinkage, bending
deformation) 2 weight change 3 surface damage 4 poor uniformity
C. Storage period: After the plastic parts are injection-molded,
they are generally placed for at least 24 hours before welding, so
as to eliminate the stress and deformation of the plastic parts.
Plastic parts that are molded from amorphous plastics may not meet
this requirement.
D. Recycled plastics: The strength of recycled plastics is
relatively poor, and the adaptability to ultrasonic welding is also
poor. Therefore, if recycled plastics are used, various design
dimensions should be considered as appropriate.
2000w Ultrasonic Standard Plastic Welding Machine for Paste Raw
Material Cosmetic PVC Parts